24年专注铝单板定制厂家世界500强建工集团供应商,已供应30000+工程项目
定制热线:400-660-9918

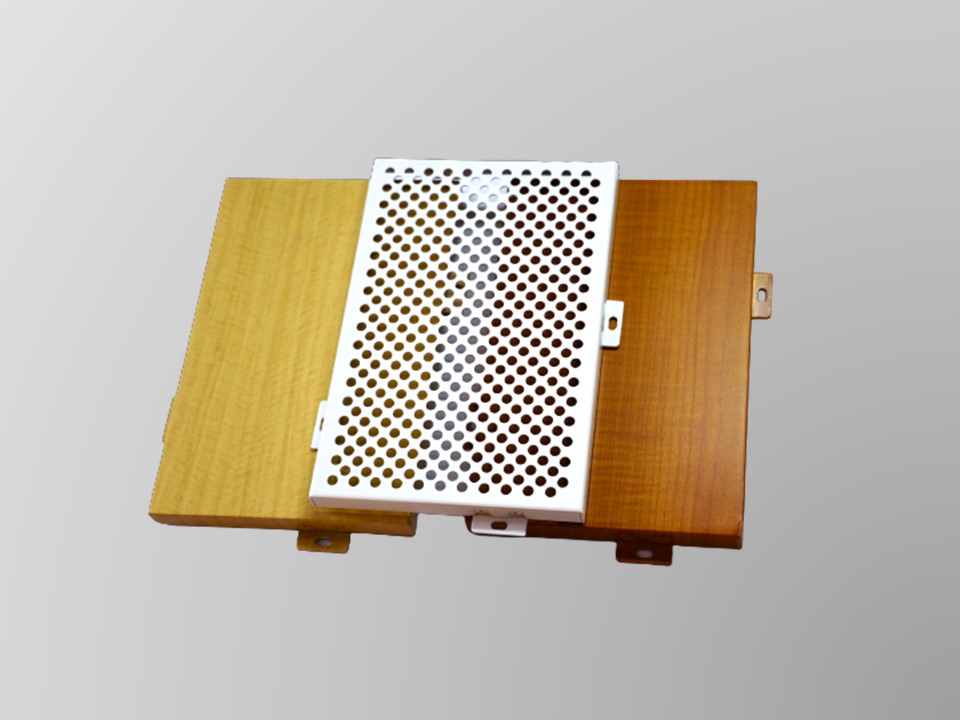
目前,许多室内外建筑装饰工程都偏爱铝单板材料,但铝单板厂家在实际生产加工过程中不可避免地存在产品缺陷。常见缺陷主要包括:铝单板加工中的缩孔、铝单板“死区”中的剪切裂纹和折叠、横向裂纹、纵向裂纹、铝单板加工零件的弯曲、收缩引起的截面尺寸不一致、残余应力大和粗晶环等,这些都是在铝单板厂家加工过程中可能存在的缺陷,因此想一定要找到靠谱的厂家,生产定制高品质的铝单板。

加工收缩是铝单板加工缺陷的重要原因。这是因为B区金属的轴向压应力较小。因此,当a区金属流向模具孔时,它将与B区金属一起流动,使其上端面离开冲头并形成凹形。再加上径向压应力的影响,形成了这种收缩。避免和防止收缩的解决方案是正确控制残余压力的高度,并在必要时增加反向推力。

当铝单板在厂家加工和定制时,如果摩擦系数较大且模具温度相对较低,则模具底部通常会形成一个难变形区,通常称为“死区”。由于该区域内的金属不变形,但与其相邻的上部金属变形和流动,接合处将发生强烈的剪切变形,这将导致金属剪切开裂,即“死区”裂纹,有时,由于上部金属的大量流动和“死区”金属的流动,可能会形成折叠效应。与“死区”连接处的强烈剪切变形对铝单板加工零件的微观结构和性能有重大影响。避免和防止“死区”剪切开裂和折叠的解决方案是改善润滑条件,正确控制模具和毛坯的温度,也可以使用锥角凹模。锥角的作用是使力在平行于锥的方向上有一个分量,该分量与摩擦方向相反,因此有利于金属的变形和流动。根据不同的条件,我们可以通过计算来确定合适的锥角,以抵消摩擦的影响。

虽然铝单板加工筒中可能出现诸如铝单板加工收缩和“死区”剪切裂纹等缺陷,但变形金属处于三维压缩的应力状态,它可以焊接金属中的微裂纹,大大减少杂质的危害。特别是在加工比例较大的铝单板工件时,这种应力状态对提高金属的塑性极为有利,但在铝单板加工过程中,经常会出现各种裂纹。

在铝单板厂家加工过程中,当变形金属通过孔口部分时,由于摩擦的影响,表面金属流动缓慢,轴部分流动快,这进一步加剧了气缸中形成的不均匀变形,内外金属的流动速度不同,但两者是一个整体,因此必须存在相互平衡的内力,例如,如果凹模孔口的形状复杂,这会增加附加拉应力的值,在加工铝单板刀片时,由于厚度不均匀,各地的阻力也不同,较薄部分的摩擦阻力大,冷却也快,因此流动缓慢,在附加拉应力的作用下,这里往往容易产生裂纹,特别是对于加工低塑性材料的铝单板。

 服务热线:400-660-9918
服务热线:400-660-9918
 联系邮箱:zhonghushiye@163.com
联系邮箱:zhonghushiye@163.com
 公司地址:上海市青浦区北青公路6588号F1-104、105、106
公司地址:上海市青浦区北青公路6588号F1-104、105、106